





汽車沖壓件知識(shí)
發(fā)布時(shí)間:2017-05-02 14:28:58
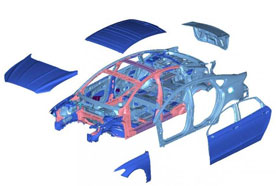
什么是汽車沖壓件?汽車廠有4大流程(4大車間)分別是沖壓車間、焊接車間、涂裝車間、總裝車間。汽車沖壓件產(chǎn)生于沖壓車間,。給您舉個(gè)例子,汽車外殼你看到的所有金屬外殼,都屬于沖壓件,基本原理就是將鋼板利用設(shè)計(jì)制作好的模具,按照設(shè)計(jì)好的工藝用壓力機(jī)(幾十噸到2000噸)壓成所需的形狀。至于他的作用很難解釋,就是鋼板通過沖壓車間成為沖壓件,沖壓件經(jīng)過焊接車間成為白皮整車車身,就是鋼結(jié)構(gòu)底盤、車門、頂蓋、地板、發(fā)動(dòng)機(jī)罩、翼子板等均焊接在一起,相當(dāng)于整車的骨骼,上面有很多個(gè)裝配位置,有很多的裝配螺母、裝配孔等。經(jīng)過涂裝處理后,總裝車間將發(fā)動(dòng)機(jī)、電器元件、內(nèi)飾件、座椅、方向盤、、輪胎、車燈等裝上,一輛車基本上就完成了。
確定沖壓件展開板料的形狀及尺寸,是分析沖壓件變形程度,設(shè)計(jì)工藝性及擬訂工藝規(guī)程的前提。如果板料形狀合適,不僅變形沿板料分布不均勻的現(xiàn)象能夠得到明顯改善,而且成形極限也可有所提高,并能降低突耳高度,減少切邊余量。此外,對(duì)于某些落料后直接成形的零件,若能給出精確的板料形狀及尺寸,則能減少試模調(diào)模的次數(shù),從而縮短生產(chǎn)周期,提高生產(chǎn)率。 本文在有限元仿真的基礎(chǔ)上提出了一種新的板料優(yōu)化的方法——比例因子法,該方法在調(diào)整初始輪廓線時(shí),不是給各個(gè)節(jié)點(diǎn)一個(gè)相同的調(diào)整量,而是依各個(gè)節(jié)點(diǎn)的比例因子ω及形狀誤差值計(jì)算出相應(yīng)的調(diào)整量,這樣調(diào)整的針對(duì)性強(qiáng),計(jì)算結(jié)果更精確,需要迭代的時(shí)間也更少。而用于優(yōu)化的初始輪廓線,本文采用的是有限元逆算法,即一步算法求得,該方法由**終零件形狀直接計(jì)算出初始板料,計(jì)算速度快。通過這兩種方法的結(jié)合,求解沖壓件初始板料的形狀及尺寸,不僅計(jì)算精度高,且耗時(shí)少。 文中**后一章,給出了兩類典型的沖壓零件,一類是落料后直接成形的零件,該類零件初始板料的形狀及尺寸要求非常精確;另一類是兩次拉延成形的零件,這類零件的初始板料要求適合的形狀及尺寸即可。通過現(xiàn)場驗(yàn)證了該方法用于確定沖壓件初始板料的形狀及尺寸。
 拿出手機(jī)掃一掃
拿出手機(jī)掃一掃